









Plastic Products Design
Plastics Age
The times we live in are often known as the “Computer Age.” It could also be referred to as the “Plastics Age,” as the production of plastics has exceeded that of steel (by volume) since 1979. In fact, the volume of plastics produced has more than doubled in the last 20 years
No Formal Education
Nonetheless, most students who graduate from the major Engineering Universities are generally unprepared to left to the individual engineer to learn plastics engineering on his or design in plastics. Thus, it is her own, often by trial and error.
Unfortunately, this type of education can come at great cost—both to the company and the career of the individual. First, second, and even third and fourth efforts can be disastrous. That is because plastics design is more complicated, and more time consuming, than designing with metals.
Plastic Design Vs Metal Design
There are several reasons for this and they center around the processes which are used to manufacture plastic parts, the tooling used for those processes, and the nature of the plastics themselves.
Unlike metals, the properties of most plastics vary considerably within normal operating temperatures. A particular acrylonitrile butadiene styrene (ABS) whose tensile strength is 5500 lb/in2 at room temperature can drop to 2800 lb/in2 at 125°F. Other properties are also affected. For example, brittleness increases as the temperature drops, etc.
More Work to Do
What does this mean to the design engineer? Basically, it means there will be more work to do. Various pertinent properties will need to be examined at both extremes of the service range. Furthermore, the design parameters must be explored more fully. It cannot be assumed that the product will survive the temperatures endured in cleaning, shipping, or storage unscathed.
Other exposures can cause problems with plastic components as well. Ultraviolet light causes or catalyzes chemical degradation in many resins. Plastics are vulnerable to attack from many chemicals, particularly in heavy concentrations. Some are even affected by water and there is one, polyvinyl acetate, that actually dissolves in water (think of soap packets).
Performance Values
Engineers will want to calculate the various performance values in the traditional fashion. Unfortunately, these computations cannot be regarded as valid. It is not that the laws of physics are different for plastics, it is simply that the data employed is not reliable for calculations. That is not to suggest any skullduggery on the part of the test engineers; it is simply that the standard test sample and conditions are narrowly defined and likely to be significantly different from those to be endured by any specific product. The values obtained for most plastics will vary according to the process, gating, wall thickness, rate of loading, etc. It should be noted that there is some latitude within the test procedures themselves which can affect results. Most plastics engineers use the data sheets principally for the purposes of comparison in material selection.
Safety Factors
It is important that the design engineer be cognizant of this when employing the data in an empirical fashion. Generous safety factors are customarily used. When greater precision is required, the proposed material may be independently tested under conditions more appropriate to the actual application. When the anticipated market is sufficient, the resin manufacturer may be inclined to perform these tests at the company’s expense. Otherwise, it will be the obligation of the product manufacturer to bear the cost.
Thinnest Possible Wall Thickness
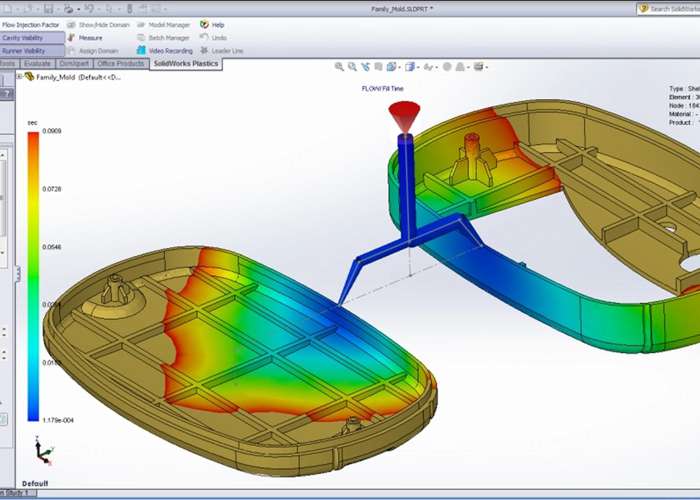
The general stiffness range of most plastics, combined with the general effort to use the thinnest possible wall thickness, means the geometry has a pronounced effect. Other than through comparison to similar constructions, the stiffness of the actual part is difficult to predict in a precise fashion. Although the traditional equations will produce approximate results, stiffness remains a question until the first part is molded. (Finite element analysis results are vulnerable to the many variables involved.)
Why Prototype ?
Fortunately, there are so many compound variations available within a given resin, it is usually possible to adjust stiffness within a reasonable range. This has been the saving grace of many an engineer. Also, many plastics engineers withhold the placement of ribbing until the first parts are tested. Even if the material maintained its properties throughout the product’s temperature range and the data was perfectly reliable, the product’s performance could still vary. That is because the plastics processes are subject to tooling quality and process parameter variations. Nonetheless, the fact that plastic parts can be successfully designed is attested to by the wide variety of products in the marketplace. It is clearly, however, more work to design in plastic and it is virtually impossible to perfectly predict the initial results. That is the reason prototypes are frequently made.
Fabricated Sample
It is tempting to test a fabricated sample before constructing tooling. However, it should be noted that the final part is likely to produce substantially different test results than one fabricated by some other process. Furthermore, sophisticated plastics engineers will often deliberately underdesign a product, adding a little material at a time in a prototype mold to determine the thinnest acceptable wall. This approach also permits the testing of the complete assembly whereby the walls of the mating parts reinforce each other to produce a stronger overall structure.








{kind=link}
{kind=link}
{kind=link}
Leave A Comment